
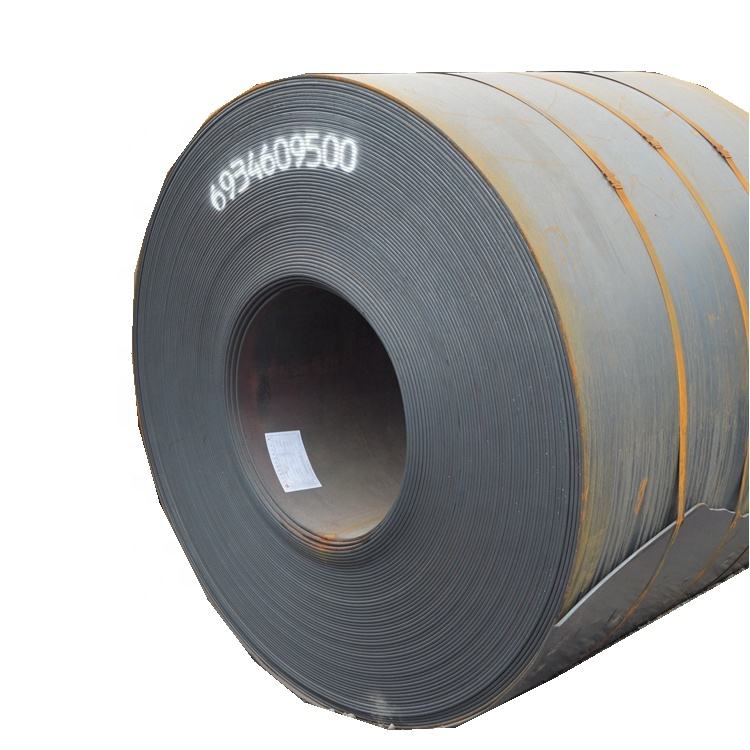

Ss400, Q235, Q345 Sphc කළු වානේ කාබන් වානේ දඟර යකඩ වානේ ලෝහ Hr උණුසුම් රෝල් කරන ලද වානේ දඟර
Hot-rolled steet/coil අවසන් උණුසුම් වානේ තීරු මෝල නිම කිරීමේ සිට ලැමිනර් ප්රවාහ සිසිලනය හරහා සකස් කරන ලද උෂ්ණත්වය දක්වා, වින්ඩර් දඟර, සිසිලනයෙන් පසු වානේ දඟර, භාවිතා කරන්නන්ගේ විවිධ අවශ්යතා අනුව, විවිධ නිම කිරීමේ රේඛාව (පැතලි) සහිත , සෘජු කිරීම, තීර්යක් හෝ කල්පවත්නා කැපීම, පරීක්ෂා කිරීම, බර කිරීම, ඇසුරුම් කිරීම සහ ලාංඡනය, ආදිය) සහ වානේ තහඩු, පැතලි රෝල් සහ කල්පවත්නා කැපුම් වානේ තීරු නිෂ්පාදන බවට පත් වේ.උණුසුම් රෝල් කරන ලද වානේ නිෂ්පාදනවල ඉහළ ශක්තිය, හොඳ තද බව, පහසු සැකසුම් සහ හොඳ පෑස්සුම් හැකියාව සහ අනෙකුත් විශිෂ්ට ගුණාංග ඇති බැවින්, එය නැව් තැනීම, මෝටර් රථ, පාලම්, ඉදිකිරීම්, යන්ත්රෝපකරණ, පීඩන යාත්රා සහ අනෙකුත් නිෂ්පාදන කර්මාන්තවල බහුලව භාවිතා වේ.
| ශ්රේණියේ | ශ්රේණිගත කරන්න | රසායනික සංයුතිය( %) | ||||
| Q215 | C | Mn | Si | S | P | |
| A | 0.09~0.15 | 0.25 ~ 0.55 | ≤0.3 | ≤0.05 | ≤0.045 | |
| B | ≤0.045 | |||||
| Q235 | A | 0.14~0.22 | 0.30 ~ 0.65 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | 0.12 ~ 0.20 | 0.30 ~ 0.70 | ≤0.045 | |||
| C | ≤0.18 | 0.35 ~ 0.80 | - | ≤0.04 | ≤0.04 | |
| D | ≤0.17 | ≤0.035 | ≤0.035 | |||
| Q255 | A | 0.18 ~ 0.28 | 0.40 ~ 0.70 | ≤0.3 | ≤0.05 | ≤0.045 |
| B | ≤0.045 | |||||
| Q275 | 0.28~0.38 | 0.50 ~ 0.80 | ≤0.35 | ≤0.05 | ≤0.045 | |
කාබන් වානේ යනු යකඩ සහ කාබන් මිශ්ර ලෝහයක් වන පොදු වානේ වර්ගයකි.එය මල නොබැඳෙන වානේවලට සාපේක්ෂව ඉහළ කාබන් අන්තර්ගතයක්, අඩු ද්රවාංකයක් සහ වැඩි කල්පැවැත්මක් ඇත.
කාබන් වානේ යනු සමුද්ර ව්යුහයන්, බලාගාර, ප්රවාහනය, රසායනික සැකසුම් සහ ඛනිජ තෙල් නිෂ්පාදනය සහ පිරිපහදු කිරීම ඇතුළුව මහා පරිමාණයෙන් කාර්මික යෙදුම් සඳහා බහුලව භාවිතා වන ඉංජිනේරු සහ ඉදිකිරීම් ද්රව්ය වේ.

Δ උණුසුම් රෝල් කරන ලද ද්රව්ය සීතල රෝල් කරන ලද ඇනීලිං උදුනේ සහ ඇසිඩ් වල අච්චාරු දැමීමෙන් පසු ඇනීල් කිරීමකි.
Δ සියලුම මෝල් රෝල් පළමු මාරුව ක්රියාත්මක කිරීමෙන් පසු නිසි කුටියක් සහිත නිරවද්ය ඇඹරුම් යන්තයක් මත අඹරනු ලැබේ.
Δ සියලුම තහඩු විවිධ ටැංකිවල අච්චාරු දමනු ලබන අතර යැවීමට පෙර තහඩු බුරුසු රෝල් යන්ත්රය මත වියළනු ලැබේ.
Δ මෙම පත්ර නැවත ඇනීල් කර පසුව ඇසිඩ්වල සෘජු කිරීම සහ අච්චාරු දැමීම සඳහා සෘජු යන්ත්රයට යවා ප්රමාණය හා ගුණාත්මකභාවය අනුව ඇසුරුම් කිරීම සඳහා යවනු ලැබේ.
Δ පරීක්ෂාව විවිධ අදියරවලදී සිදු කෙරේ.පෙරළීම, ඇනීම, අච්චාරු දැමීම, අපද්රව්ය ප්රතිකාර කිරීම යනාදිය හරහා සමස්ත අභ්යන්තර ක්රියාවලිය නිසි ලෙස පාලනය කරමින් අත්දැකීම් කාර්ය මණ්ඩලය.
ඔබගේ පණිවිඩය තබන්න:
-
පෙර පින්තාරු කරන ලද වර්ණ ආලේපිත ගැල්වනයිස් / ගැල්වලූම් Z...
-

සීතල රෝල් කරන ලද PE/ PVDF/ HDP/ SMP පෙර පින්තාරු කළ සින්ක් ...
-
0.12~1.5mm Gi, Gl, PPGI, PPGL වර්ණ ආලේපිත සූදානම...
-
රතු නිල් RAL ශ්රේණියේ වර්ණ ආලේපිත වානේ දඟර ඇය ...
-

PPGI වර්ණ ආලේපිත වානේ දඟර Z40 Z80 Z100 Z200 ...
-

China Factory Hot Sale PPGI/ PPGL Sheet Z30-275...







